

投資キャスティング、失われたワックスキャスティングとも呼ばれます。 5、000年の歴史とともに、古代の職人技と現代の精密技術を完全に組み合わせています。ワックス型を作り、耐火物を包み、ワックス型を溶かして空洞を形成し、溶融金属を注ぎ、最終的に鋳造を取得します。
この方法は、複雑な形状、薄い壁、または非常に滑らかな表面を持つ部品を作るのに特に優れています。炭素鋼、ステンレス鋼、その他の材料で作られた鋳物に理想的な選択肢です。これらの鋼は強度が高く、複雑な薄壁のデザインに適しているため、同時に、投資キャスティングは、表面を粗くする高い溶融点の問題を克服し、より美しく実用的な製品を作ることができます。今日まで、それは依然として多くのハイエンド製造分野で不可欠な重要な技術です。
投資キャスティングとは何ですか?
投資キャスティングプロセス最初にワックスを使用して、最終部品とまったく同じモデルを作成し、次に高温耐性セラミックスラリーでワックス型を包みます。 の上 の硬化セラミック、内部のワックスはです溶けたそしてドライブ 外 による 熱、去る後ろにaとても 正確なセラミックシェル。次に、溶融金属液がシェルに注入されます。金属が冷えて硬化した後、外側のセラミックシェルをノックオフして金属鋳造を取得します。
この方法の力は、それが複雑で生成できることです非常に滑らかな表面を備えた繊細な金属部品。砂の鋳造とは異なり、別れの表面が必要であり、内部は砂コアによって支えられている必要があり、表面も粗さを起こしやすいです。投資キャスティングは、ワックス型にすることができる限り、金型の設計に対する制限が少ないので、コピーできます。プロセス全体のコストは少し高いですが、より高い精度とより繊細な表面と交換されます。これは、要件が高い部品に特に適しています。

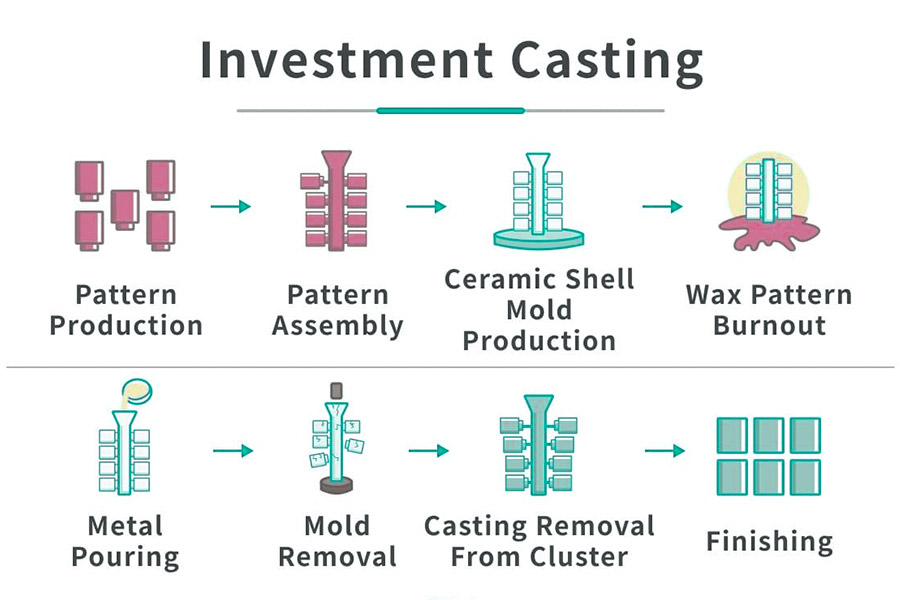
投資キャスティングの8つのステップはどのように行われますか?
1。ワックス型を作る:
最初のステップは次のとおりです生産するaレプリカパーツの形状のワックス。小規模な生産用またはいつ3D印刷投資鋳造技術の使用、ワックス型を直接印刷するか、ワックスブロックを処理できます。従来の大量生産のために、製品の3D設計データ(CADモデル)に基づいて耐久性のある金属型を最初に作成し、この金型を使用して複数の完全に同一のワックス型を押し出す必要があります。
2。ワックスツリーを組み立てる:
単一の小さなワックスモデルを直接キャストすることは費用対効果が高くありません。部品のコストを削減するために、複数のワックスモデルをワックススティックに慎重に組み立てて修正して、木のような構造を形成します。このようにして、1つの鋳造プロセスで複数の部分を同時に生成できます。
3。セラミックシェルを作成します:
ワックスモデル自体は非常に脆弱であり、溶融金属の高温に耐えることができません。ワックスツリーの外側に高温耐性セラミックシェルの層を作成する必要があります。生産方法は、組み立てられたワックスツリーを特別なセラミックスラリーに繰り返し浸すことです。各浸漬後、耐火物を振りかけて強度を高め、乾燥させて硬化させます。通常、このプロセスは、必要なシェルの厚さと強度を達成するために何度も繰り返す必要があります。
4。脱線:
シェルをコーティングで入れて、高圧蒸気炉で完成させます。高温と高圧蒸気の作用の下で、内部ワックス材料はすぐに溶けて完全に流れ出され、内部形状が元のワックスモデルを複製する中空のセラミックシェルが残ります。このステップは、失われたワックスキャスティングの名前の起源です。ワックス材料を取り外した後、セラミックシェルを使用して金属を注ぐことができます。
5。金属の注ぎ:
(1)金型の予熱:
金属を注ぐ前に、最初にセラミックシェル型を加熱する必要があります。これは、金型を熱くするために行われ、冷たいカビが溶融金属の熱を即座に吸収しないようにし、金属が早期に固化します。予熱すると、金属を液体状態に保つことができますaの長い期間スムーズに流れますの中へ型の隅。
(2)注入操作:
加熱されたセラミックシェル型を逆さまにして、それをサンドボックスに埋めて固定します。溶融金属は、主に独自の重力または追加の圧力を加えることでシェルに注入されます。
より効率的な方法は、真空補助の注ぎです。シェルの底に真空が描かれ、ネガティブ圧力が使用されて溶融金属が空洞に吸い込まれます。一度主要 コンポーネント 硬化しました、真空が放出され、余分な固化されていない金属が炉に戻ることができます。真空吸引鋳造は、廃棄物を大幅に減らすことができます、最大95%の材料利用率があり、これは通常の重力鋳造よりもはるかに材料節約です(利用率15%〜50%)。注ぎが完了したら、金属がシェルで完全に冷却して固化するのを待ちます。
6。金型シェルの除去:
金属が触れるのに安全な温度に冷却すると、外側のセラミックシェルを処理できます。セラミックシェルは非常に脆く、通常、高圧の水ジェットの衝撃、機械的振動、またはノックによって壊れて除去されます。この時点で、元のワックスツリー構造は金属鋳造ツリーに変換されました。次に、接着または粉砕ホイール切断によって、完成した部品を中央ランナーとライザーから分離する必要があります。
7。掃除と後処理のキャスティング:
投資鋳造によって鋳造された部品は通常、比較的滑らかな表面を持ち、使用する前にさらに処理する必要がない場合があります。ただし、一部の場所が理想的でない場合は、一部の処理が必要です。一般的な操作には、ランナーの残留痕跡を除去するための研削が含まれます。表面を研磨するか、バリをトリミングします。個々の欠陥については、ハンドツールのトリミング、溶接修復、または油圧補正方法も使用できます。
8。最終検査:
部品がトリミングされた後、それらを厳密に検査する必要があります。まず、寸法を測定して、図面の要件を完全に満たしているかどうかを確認する必要があります。第二に、非破壊検査方法(X線検査、超音波検査など)を使用して、内部内部の毛穴、収縮、亀裂などの隠れた欠陥があるかどうかを確認します。すべての検査が資格がある場合にのみ、部品は本当に完成します。
投資キャスティングに適した素材はどれですか?
投資キャスティングの材料選択は非常に柔軟であり、異なる材料には独自の特徴があります。これらを知ることは、あなたが良いキャスティングを得るのに役立ちます:
| マテリアルカテゴリ | アドバンテージ | 一般的なアプリケーション領域 | キャストに注意を払うための重要なポイント |
| ステンレス鋼 | 良好な腐食抵抗と幅広い適用性。 | 食品機械部品、化学機器、および一般的な機械コンポーネント。 | 鋳造中、表面は粗さになりやすく、耐火物を制御するために選択する必要があります。 |
| 炭素鋼および低合金鋼 | 高強度、特に耐摩耗性。 | 自動車コンポーネント、エンジニアリング機械部品、ツールベースパーツ | 鋳造プロセスは比較的成熟しており、安定しています。 |
| ニッケルベースの合金 | 非常に高温(> 800°C)でも強度を維持できます。 | ジェットエンジンコンポーネント、発電所の高温コンポーネント。 | 高温合金の鋳造は困難であり、正確な制御が必要です。 |
| コバルトベースの合金 | 特に耐摩耗性と腐食耐性。 | 医療インプラント、高性能切削工具、腐食耐性バルブ。 | 通常、コストは高くなります。 |
| 真鍮 | 美しい色(黄金)、腐食耐性、キャストしやすい(低融点)。 | 蛇口、バルブ、海洋ハードウェア、装飾。 | 亜鉛は鋳造中に蒸発して負ける可能性があるため、吸入と組成の変化を防ぐことが重要です。 |
| スーパー合金 | 超高温と極端な腐食性環境での優れた性能。 | ハイエンドガスタービンコンポーネント、特別な化学機器部品。 | キャスティングは非常に複雑で費用がかかります。 |
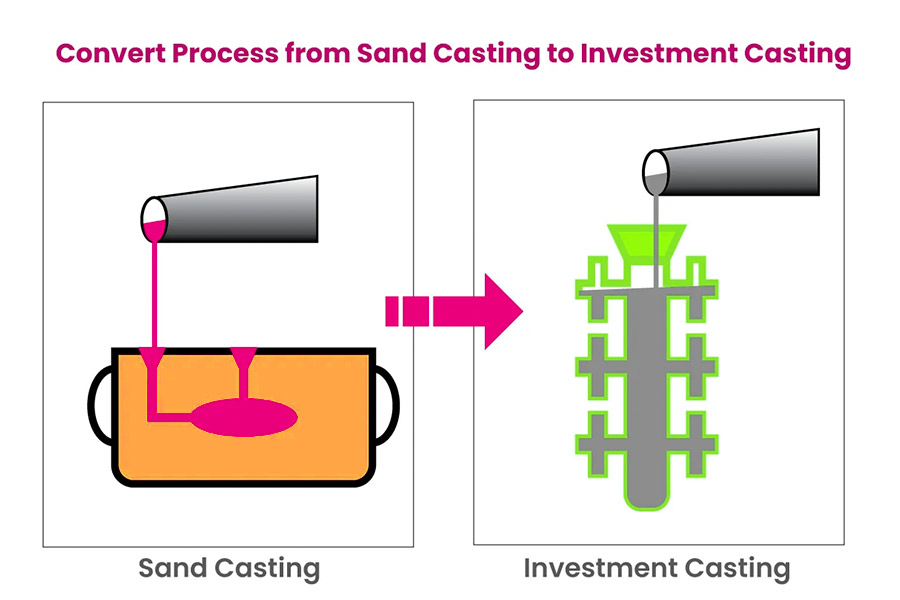
投資キャスティング対砂キャスティング:2つの違いは何ですか?
投資キャスティングと砂鋳造はどちらも金属部品を製造するための主流の方法です、そしてそれらはプロセスの詳細が大きく異なります。砂鋳造と投資鋳造の比較に焦点を当てましょう。
1。異なるプロセス
砂鋳造:
- その操作はより簡単です。初め、湿った砂は、部品の形の空洞を作るために使用されます、そして溶融金属が空洞に注がれます。冷やして固化した後、砂型を取り除いて部品を取得します。
- コア機能:使い捨ての砂型に基づいています。製造プロセスは比較的単純であり、機器の投資は高価ではなく、簡単に習得できます。
- 主な制限:砂型は、破壊され、再利用できないときに破壊されます。砂型は一度だけキャストできます。
投資キャスティング:
- このプロセスはより複雑です。最初のステップは、ワックス型を作成し、高温耐性材料を塗って金型シェルを形成し、型シェルを硬化させ、高温ベーキングの後にワックスを溶かすことです。
- ついに、部品を形成するために金属液体を埋めます。高次元の耐性と表面品質の鋳物を生成できます。ただし、投資キャスティングはより多くのプロセスステップがあり、生産サイクルが比較的長くなるという点で有利ではありません。
2。材料の選択とアプリケーションのシナリオ
砂型の砂型材料は通常、粘土と混合された石英砂です。これは安価で見つけやすく、シンプルな形状と中精度のある部品を生産するのに適しています。
投資キャスティングでは、高温に耐えることができ、豊富な詳細を持つことができ、合金鋼やステンレス鋼などの高需要の金属を処理できるシェルとして、精密セラミックシェル材料を使用します。小さなバッチと複雑な形の製品で一般的です。
| 重要なパラメーターの比較 | 砂鋳造 | 投資キャスティング |
| 表面粗さ(RA値、μm) | 12.5-25 | 3.2-6.3 |
| 寸法精度(耐性、mm) | ±0.5-1.0 | ±0.1-0.2 |
| 最小壁の厚さ(mm) | ≥3.0 | ≥1.0 |
| ユニットあたりの典型的なコスト差(相対) | より低い | より高い(約1.5〜2倍高い) |
3。精度の違い
砂の鋳造によって鋳造された部品の表面は粗く、追加の研削または処理が必要です(たとえば、表面RA値は12.5を超えています)。寸法の精度も低く、耐性は±0.5mmで止まっていることがよくあります。シンプルな形を作るには問題ありませんが、マイクロ部品には適していません。
投資キャスティングには高い精度があります耐性は±0.1mm以内に押し込むことができます。表面は直接滑らかになり(RA値は約3.2)、その後の処理手順を大幅に節約できます。
4。コストと複雑さ
| コストに影響を与える要因 | 砂鋳造 | 投資キャスティング |
| 個々の単位コストの比較 | 低い(ベンチマークとして設定)。 | より高い(砂型の約1.5〜2倍)。 |
| カビの再利用率 | 非常に低い(ほぼ1回廃棄された)。 | より高い(セラミックシェルはいくつかの注ぎに耐えることができます)。 |
| 主な材料コスト | 非常に低い(砂、粘土)。 | 中から高(ワックス、耐火物、コーティング)。 |
| 手動操作の複雑さ | 比較的シンプルで機械化しやすい。 | より複雑で、熟練した手動操作に依存しています。 |
| 典型的な機器投資 | 低い(砂ミキサー、成形機器など)。 | 中程度から高(ワックス作り、スラリーが固執し、炉のローストなど)。 |
| その後の精密加工 | 頻繁に必要な(研磨、burring)。 | より少ない必要性(良い表面、直接磨きの節約)。 |
単一の投資キャスティングのコストは、通常、砂型の約1.5〜2倍です。ただし、利点もあります。つまり、1つの金型には多目的速度が高く、小さなバッチで複雑な部品を生成する場合に費用対効果が高くなります。
投資キャスティングの代表的なアプリケーションは何ですか?
実際には投資キャスティングが広く使用されており、ほとんどの業界はそれを使用して部品を製造しています。これは、特別な利点があるためです。プロセス全体の最初のステップは、パーツの正確なレプリカである投資キャスティングワックスのモデルを作成することです。
1。航空宇宙
飛行機やロケットの製造などの高精度の場所、タービンブレード、エンジン部品、構造部品などの重要な部品を生産するために使用されます。精度の要件は非常に高く、さまざまな特別な合金を使用して超高安全性と性能要件を満たす必要があるため、このプロセスは特に適しています。
2。自動車産業
自動車産業もそれを使用するのが好きです。ギアボックス、エンジンブロック、サスペンションシステムの部品の部品など、それで作られた部品は、強くて耐久性があるだけでなく、軽くすることもできます。これは、車両の燃費とユーザーエクスペリエンスを改善するのに非常に役立ちます。
3。医療応用
医療分野で、投資キャスティングは、小規模で複雑な部品の製造に非常に優れています手術器具、人間のインプラント、精密診断装置など。重要なのは、それが作る製品は高精度であり、材料は人体と生体適合性があることです。これは医学的使用に非常に重要です。
4。産業用具
私たちが日常生活で接触する多くの産業機器には、それによって作られた部分もあります。たとえば、さまざまなポンプ、バルブ、および機械装置の部品は、正確な寸法を確保できるこの鋳造方法で評価され、特定のニーズを満たすためにさまざまな適切な材料特性を選択できます。

なぜ投資キャスティングを選ぶのですか?
1。高精度部品の製造
これは、投資キャスティングが特に強力であり、部品の表面が非常に滑らかであり、基本的にそれらを磨くために大きな努力は必要ありません。これは、完璧なフィット感や美しい外観を必要とする多くの部品にとって大きな利点です。
2。複雑な構造の作成
特に複雑で繊細な形のデザインを扱うのに最適です。一部の部品には迷路のような内部構造があります。または、表面には多くの細かいパターンと穴があり、通常の鋳造方法を使用しては作成できません。しかし、投資キャスティングはこれらの問題を解決することができます。デザイン図の複雑な形状を正確に再現できます。
3.高強度および腐食耐性材料の使用に適しています
たとえば、いくつかの高性能合金鋼、ステンレス鋼、高温合金、さらにはチタン合金もあります。これらの材料は、通常、硬すぎてツールが迅速に着用しているか、処理コストが高すぎるため、切断することで処理するのが困難です。投資キャスティングは、これらの処理の問題をバイパスして、液体金属でそれらを直接形にします。
なぜ今日、投資キャスティングが依然として関連しているのですか?
1.新しいテクノロジーを使用します
投資鋳造用の3Dプリンティングワックスは、複雑な金型(ワックス型)を作るための主流になりました。これにより、従来のマニュアル金型制作方法が完全に変化し、高速、高精度、低コストにより、生産がより柔軟で効率的になりました。
2。ハイエンドフィールドではかけがえのない
極端な精度、超耐久性、信頼性(航空機のエンジンブレード、医療インプラント、エネルギーの重要な部品など)を必要とする業界では、投資鋳造が依然として最初の選択肢です。複雑なデザインを完全に複製できます優れた表面仕上げを提供します。
3。処理が困難な材料の習得
このプロセスは特に優れています高強度合金と耐熱性/腐食耐性特別材料の処理(チタン合金や高温合金など)。そして、厳しいパフォーマンス要件を満たすために、優れた固有の品質の部品を生成できます。
JSはあなたの投資キャスティングプロジェクトをどのように計画しますか?
1。需要の一致を明確にします
プロジェクトの要件を教えてください。必要な形状、重要な寸法、材料特性、環境を使用し、部品の予想生産スケールを正確に把握するために、詳細に通信します。
2。設計とカビの開発
要件を送信してください。私たちのエンジニアリングチーム鋳造計画を設計し、正確な製品モデルを作成します。次に、プロの金型製造技術を使用して、高品質のワックス型のその後の大量生産の基礎となるプロトタイプ金型を製造します。
3。プロトタイプの検証と最適化
最初に、プロトタイプ鋳物の小さなバッチを作成し、厳密なテストと寸法検証のためにそれらを送信します。あなたのフィードバックは、デザインが正しいことを確認するのに役立つか、あなたの期待を完全に満たすまで、必要な改善と調整を行うように導いてください。
4。安定した大量生産と配達
計画が確認された後、JSは正式な生産段階に入ります。ワックスパターンの作成やシェルの準備から、精密キャスティング、クリーニング、後処理まで、あらゆるステップを厳密に監視します。時間通りに安定した信頼性の高い精度鋳造を提供できるように、プロセス全体の品質管理と効率的なコラボレーションに焦点を当てています。
JSを選択するということは、専門的で信頼できる投資キャスティングパートナーを選ぶことを意味します。 3,000を超える合金材料、完璧な生産プロセス、厳格な品質システムの経験により、デザインを高品質の最終製品に正確に変換することをお約束します。
まとめ
Lost Wax Methodとも呼ばれる投資キャスティングは、現代のテクノロジーによって変容した後に非常に進歩した古い方法です。その最大の利点は、形状に制限されていないことです、デザイナーが特に複雑で洗練されたデザインを高性能の金属部品に変えることができます。非常に複雑、特に正確で高性能の金属部品が本当に必要な場合は、費用がかかり、時間がかかりますが、投資キャスティングが最良の選択です。
職場での投資キャスティングと接触しましたか?それとも、このプロセスについてもっと質問がありますか?コメント領域にコメントを残して、あなたの洞察を共有したり、質問したりすることを歓迎します!

免責事項
このページのコンテンツは、情報目的のみを目的としています。JSシリーズ情報の正確性、完全性、または有効性に関して、明示的または黙示的なあらゆる種類の表明または保証は行われません。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これは買い手の責任です部品の見積もりを求めてくださいこれらの部品の特定の要件を決定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。 5,000人以上の顧客にサービスを提供している20年以上の経験により、私たちは高い精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センターが装備されており、ISO 9001:2015の認定があります。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産量であろうと大量のカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
FAQ
1.ワックスモデルの作成方法は?
投資キャスティングでは、ワックスモデルを最初に金属型で作る必要があり、次に溶融ワックスが高圧下で金型に注入されます。冷却後、トリミングしてワックスモデルツリーを形成した後、ワックス部分をランナーと一緒に取り出して組み立てます。ワックスモデルの表面は、シェルを形成するために高温耐性材料でコーティングする必要があります。
2。投資キャスティングの実用的な原則は何ですか?
投資キャスティングは、融合材料(ワックスなど)を使用して精密モデルを作成し、表面は耐火物の複数の層でコーティングされてシェルを形成します。ワックスモデルは、空洞を取得するために高温ベーキングによって溶けてしまい、溶融金属が注がれます。冷却後、シェルが壊れて高精度鋳造を取得します。
3.どの金属を鋳造できますか?
投資鋳造は、ステンレス鋼、合金鋼、炭素鋼、アルミニウム合金、高温合金(ニッケルベース/コバルトベースなど)、銅合金、金、銀、銀、その他の貴金属など、さまざまな金属材料に適しています。このプロセスは、高融点、困難な処理、精密形成のある金属部品を鋳造するのに特に適しています。
4.投資キャスティングの制限は何ですか?
プロセスは複雑で、サイクルは長く、ピースあたりのコストは高くなります(特に小さなバッチの場合)。キャスティングサイズは限られています(一般に≤30kg)。厚くて大きな鋳物を生産することは困難です。セラミックシェルはひび割れを起こしやすく、表面の洗浄と耐性制御は困難です。
リソース

