

Casting d'investissement, également connu sous le nom de casting de cire perdu. Avec une histoire de 5 000 ans, il combine parfaitement l'artisanat ancien avec la technologie de précision moderne. Il fait un moule en cire, enveloppe le matériau réfractaire, fait fondre le moule de cire pour former une cavité, puis verse le métal fondu pour enfin obtenir la coulée.
Cette méthode est particulièrement bonne pour fabriquer des pièces avec des formes complexes, des murs minces ou des surfaces extrêmement lisses.C'est un choix idéal pour les pièces moulées en acier au carbone, en acier inoxydable et autres matériaux. Parce que ces aciers ont une forte résistance et conviennent à des conceptions complexes à parois minces, en même temps, la coulée d'investissement peut surmonter le problème des points de fusion élevés qui rendent la surface rugueuse, ce qui rend les produits plus beaux et pratiques. À ce jour, il s'agit toujours d'une technologie clé indispensable dans de nombreux domaines de fabrication haut de gamme.
Qu'est-ce que le casting d'investissement?
Le processus de casting d'investissementD'abord utilise de la cire pour créer un modèle qui est exactement le même que la partie finale, puis enveloppe le moule de cire avec une suspension en céramique résistante à haute température. Sur durcissementla céramique, la cire à l'intérieur estfonduetentraîné dehors par chaleur, sortiederrièreuntrès préciscoquille en céramique. Ensuite, le liquide métallique fondu est injecté dans la coquille. Après que le métal se refroidit et durcit, éliminez la coquille de céramique extérieure pour obtenir un moulage en métal.
La puissance de cette méthode est qu'elle peut produire du complexe etpièces métalliques délicates avec des surfaces très lisses. Contrairement à la coulée de sable, des surfaces de séparation sont nécessaires et l'intérieur doit être soutenu par des noyaux de sable, et la surface est également sujette à la rugosité. La coulée d'investissement a moins de restrictions sur la conception de moisissures, tant qu'elle peut être transformée en moule à cire, il peut être copié. Bien que le coût de l'ensemble du processus soit un peu élevé, il est échangé contre une précision plus élevée et des surfaces plus délicates, ce qui convient particulièrement aux pièces avec des exigences élevées.

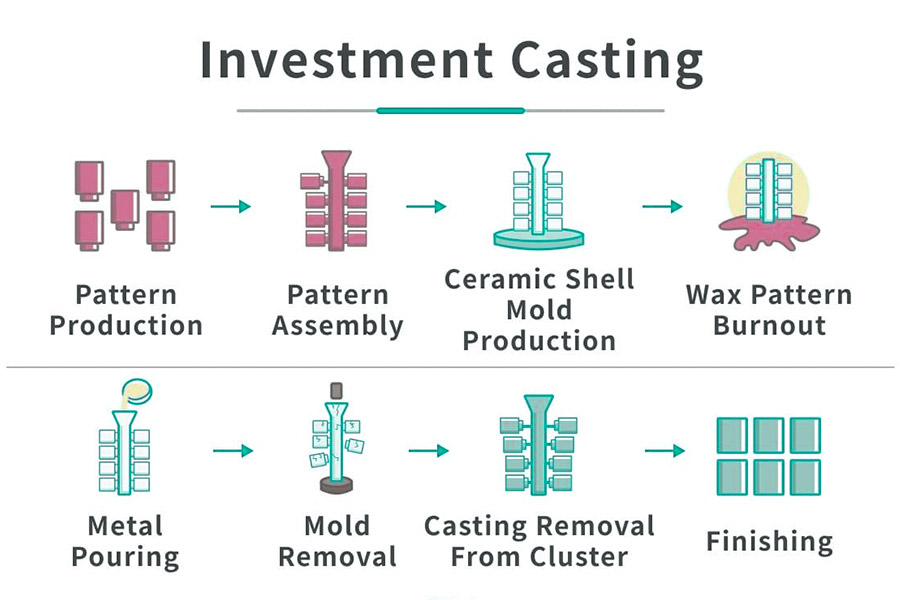
Comment les 8 étapes de casting d'investissement sont-elles effectuées?
1. Faire un moule en cire:
La première étape consiste àproduireunrépliquede la forme de la pièce, qui estcire.Pour une production à petite échelle ou quandUtilisation de la technologie de coulée d'investissement d'impression 3D, vous pouvez directement imprimer des moules en cire ou traiter des blocs de cire. Pour la production de masse traditionnelle, il est nécessaire de fabriquer d'abord un moule métallique durable basé sur les données de conception 3D (modèle CAO) du produit, puis d'utiliser ce moule pour appuyer plusieurs moules de cire complètement identiques.
2. Assemblez l'arbre à cire:
Il n'est pas rentable de lancer directement un seul petit modèle de cire. Afin de réduire le coût des pièces, nous assemblons et fixons soigneusement plusieurs modèles de cire à un bâton de cire pour former une structure en forme d'arbre. De cette façon, plusieurs pièces peuvent être produites simultanément dans un seul processus de moulage.
3. Faites une coquille en céramique:
Le modèle de cire lui-même est très fragile et ne peut pas résister à la température élevée du métal fondu. Nous devons faire une couche de coquille de céramique résistante à haute température à l'extérieur de l'arbre de cire. La méthode de production consiste à plonger à plusieurs reprises l'arbre de cire assemblé dans une suspension en céramique spéciale. Après chaque immersion, saupoudrez de sable réfractaire pour augmenter la résistance, puis sécher et durcir. Ce processus doit généralement être répété plusieurs fois pour réaliser l'épaisseur et la résistance de la coquille requises.
4. Dewaxing:
Mettez la coquille avec le revêtement terminé dans une fournaise à vapeur haute pression. Sous l'action de la température élevée et de la vapeur à haute pression, le matériau de cire interne fondre rapidement et s'écoulera complètement, laissant une coquille de céramique couverte dont la forme interne reproduit le modèle de cire d'origine. Cette étape est l'origine du nom de la coulée de cire perdue.Après avoir retiré le matériau de cire, la coque en céramique peut être utilisée pour verser du métal.
5. Verser en métal:
(1) Préchauffer le moule:
Avant de verser le métal, le moule en coquille en céramique doit être chauffé en premier. Ceci est fait pour rendre le moule chaud, de sorte que le moule froid n'absorbe pas instantanément la chaleur du métal fondu, provoquant la solidification prématurément du métal.Le préchauffage peut garder le métal à l'état liquidepour unplus longduréeet couler en douceurdanschaque coin du moule.
(2) opération de versement:
Tournez le moule en coque en céramique chauffée à l'envers et enterrez-le dans le bac à sable pour le réparer. Le métal fondu est principalement injecté dans la coquille par sa propre gravité ou en appliquant une pression supplémentaire.
Une méthode plus efficace est la verse à vide sous vide: l'aspirateur est dessiné au fond de la coquille, et la pression négative est utilisée pour aspirer le métal fondu dans la cavité.Une foisleprincipal composants ont durci,L'aspirateur est libéré pour permettre à l'excès de métal non solidifié de reculer vers le four.La coulée d'aspiration sous vide peut réduire considérablement les déchets, avec un taux d'utilisation des matériaux allant jusqu'à 95%, ce qui est beaucoup plus économe en matériaux que la moulage par gravité ordinaire (taux d'utilisation de 15% à 50%). Une fois le versement terminé, attendez que le métal se refroidit complètement et se solidifie dans la coquille.
6. Retrait de la coquille de moule:
Lorsque le métal se refroidit à une température qui est sûre à toucher, la coque en céramique externe peut être traitée. La coquille de céramique est très cassante et est généralement cassée et éliminée par l'impact du jet d'eau à haute pression, les vibrations mécaniques ou le coup. À ce stade, la structure de l'arbre à cire d'origine a été transformée en arbre de moulage en métal. Ensuite, il est nécessaire de séparer les pièces finies du coureur central et de la colonne montante en sciant ou en broyant la coupe des roues.
7. Casser le nettoyage et le post-traitement:
Les pièces coulées par coulée d'investissement ont généralement une surface relativement lisse et peuvent ne pas avoir besoin d'un traitement supplémentaire avant de pouvoir être utilisées. Cependant, si certains endroits ne sont pas idéaux, un traitement est requis. Les opérations communes incluent le broyage pour éliminer les traces résiduelles du coureur,polir la surface ou couper les bavures. Pour les défauts individuels, la coupe des outils à main, la réparation de soudage ou la correction hydraulique peuvent également être utilisées.
8. Inspection finale:
Une fois les pièces coupées, elles doivent être strictement inspectées. Premièrement, les dimensions doivent être mesurées pour voir si elles répondent pleinement aux exigences des dessins. Deuxièmement, des méthodes de test non destructeurs (telles que les tests aux rayons X, les tests à ultrasons, etc.) sont utilisés pour vérifier s'il y a des défauts cachés tels que les pores, le rétrécissement, les fissures, etc. à l'intérieur. Ce n'est que lorsque toutes les inspections sont qualifiées, les pièces sont vraiment terminées.
Quels matériaux conviennent à la coulée d'investissement?
La sélection des matériaux de la coulée d'investissement est très flexible et différents matériaux ont leurs propres caractéristiques. Savoir que cela vous aidera à obtenir de bons castings:
| Catégorie de matériel | Avantage | Zones d'application courantes | Points clés à laquelle faire attention dans le casting |
| Acier inoxydable | Bonne résistance à la corrosion et large applicabilité. | Pièces de machines alimentaires, équipements chimiques et composants généraux de machines. | Pendant la coulée, la surface est sujette à la rugosité et les matériaux réfractaires doivent être sélectionnés pour le contrôler. |
| Acier au carbone et acier à faible alliage | Haute résistance, en particulier résistant à l'usure. | Composants automobiles, pièces de machines d'ingénierie et pièces de base d'outils | Le processus de coulée est relativement mature et stable. |
| Alliage à base de nickel | Il peut maintenir la résistance même à des températures très élevées (> 800 ° C). | Composants en moteur à réaction, composants à haute température des centrales électriques. | La coulée d'alliages à haute température est difficile et nécessite un contrôle précis. |
| Alliage à base de cobalt | Spécialement résistant à l'usure et résistant à la corrosion. | Implants médicaux, outils de coupe haute performance, vannes résistantes à la corrosion. | Le coût est généralement plus élevé. |
| Laiton | Belle couleur (dorée), résistant à la corrosion, facile à lancer (point de fusion bas). | Robinets, vannes, matériel marin, décorations. | Le zinc peut s'évaporer et perdre pendant la coulée, il est donc important de prévenir l'inhalation et les changements de composition. |
| Super alliage | Excellentes performances en température ultra-élevée et en environnements corrosifs extrêmes. | Composants de turbine à gaz haut de gamme, pièces spéciales d'équipement chimique. | Le casting est extrêmement complexe et coûteux. |
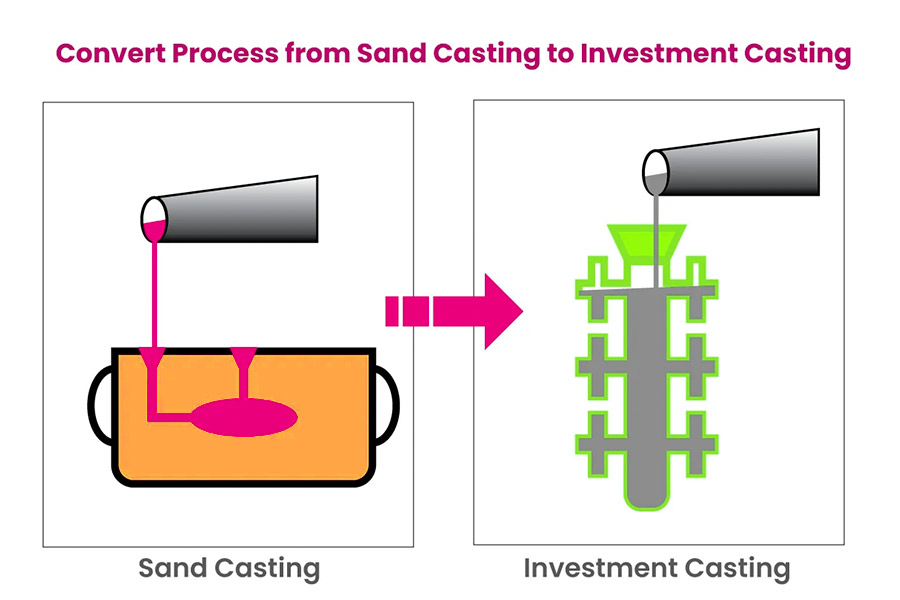
Coulage d'investissement vs coulée de sable: Quelle est la différence entre les deux?
La coulée d'investissement et la coulée de sable sont tous deux des méthodes grand public pour la fabrication de pièces métalliques, et ils diffèrent considérablement dans les détails du processus. Concentrons-nous sur la comparaison de la coulée de sable par rapport au casting d'investissement.
1. Processus différent
Coulage de sable:
- Son fonctionnement est plus simple. D'abord,Le sable humide est utilisé pour faire une cavité en forme de partieet le métal fondu est versé dans la cavité. Après avoir refroidi et solidifie, le moule de sable est retiré pour obtenir la pièce.
- Caractéristiques de base: Il est basé sur des moules de sable jetables. Le processus de fabrication est relativement simple et l'investissement en équipement n'est pas coûteux, ce qui la rend facilement maîtrisée.
- Principales limites: le moule de sable est détruit lorsqu'il est démouli et ne peut pas être réutilisé. Un moule de sable ne peut couler qu'une seule fois.
Casting d'investissement:
- Ce processus est plus compliqué. La première étape consiste à faire un moule de cire, à appliquer un matériau résistant à haute température pour former une coquille de moule, puis à durcir la coquille de moule et à faire fondre la cire après la cuisson à haute température.
- Enfin,Remplissez-le de liquide métallique pour former la pièce.Il peut produire une tolérance dimensionnelle élevée et des pièces moulées de qualité de surface. Cependant, la coulée d'investissement n'est pas avantageuse en ce qu'il y a plus d'étapes de processus et le cycle de production est relativement plus long.
2. Sélection des matériaux et scénarios d'application
Le matériau de moule de sable de la coulée de sable est généralement du sable de quartz mélangé à de l'argile, qui est bon marché et facile à trouver, et convient pour produire des pièces avec des formes simples et une précision moyenne.
La coulée d'investissement utilise des matériaux de coque en céramique de précision comme coquilles, qui peuvent résister à des températures élevées et ont des détails riches, et peuvent gérer des métaux à haute demande tels que l'acier en alliage ou l'acier inoxydable.Il est courant dans les petits lots et les produits en forme de complexe.
| Comparaison des paramètres clés | Coulée de sable | Casting d'investissement |
| Rugosité de surface (valeur RA, μm) | 12.5 - 25 | 3.2 - 6.3 |
| Précision dimensionnelle (tolérance, mm) | ± 0,5 - 1,0 | ± 0,1 - 0,2 |
| Épaisseur de paroi minimale (mm) | ≥3,0 | ≥1,0 |
| Différence de coût typique par unité (relatif) | Inférieur | Plus élevé (environ 1,5 à 2 fois plus élevé) |
3. Différence de précision
La surface des pièces coulées par coulée de sable est rugueuse et nécessite un broyage ou un traitement supplémentaire (par exemple, la valeur de la surface RA est supérieure à 12,5). La précision dimensionnelle est également médiocre et la tolérance est souvent bloquée à ± 0,5 mm. Il est bien de faire des formes simples, mais pas adaptées aux micro-pièces.
La coulée d'investissement a une haute précision etLa tolérance peut être pressée à ± 0,1 mm. La surface est lisse directement (la valeur RA est d'environ 3,2), ce qui permet d'économiser de nombreuses étapes de traitement ultérieures.
4. Coût et complexité
| Facteurs d'influence des coûts | Coulée de sable | Casting d'investissement |
| Comparaison des coûts unitaires individuels | Inférieur (réglé sous forme de référence). | Supérieur (environ 1,5 à 2 fois celui de la moisissure de sable). |
| Taux de réutilisation des moisissures | Très bas (presque mis au rebut une fois). | Plus haut (la coquille en céramique peut résister à plusieurs coulées). |
| Coût des matériaux principaux | Très bas (sable, argile). | Moyen à élevé (cire, matériaux réfractaires, revêtements). |
| La complexité du fonctionnement manuel | Relativement simple et facile à mécaniser. | Plus complexe et dépend des opérations manuelles qualifiées. |
| Investissement typique de l'équipement | Inférieur (mélangeur de sable, équipement de moulage, etc.). | Modéré à élevé (fabrication de cire, co-collante, fourrage de torréfaction, etc.). |
| Usinage de précision ultérieur | Fréquemment requis (polissage, déburriquant). | Moins besoin (bonne surface, économisant à polir l'argent directement). |
Le coût d'un seul morceau d'investissement est généralement d'environ 1,5 à 2 fois celui d'un moule de sable. Cependant, il a également un avantage, c'est-à-dire qu'un moule a un taux multi-usure élevé, ce qui est plus rentable lors de la production de pièces complexes en petits lots.
Quelles sont les applications représentatives de la coulée d'investissement?
La coulée d'investissement est en fait largement utilisée et la plupart des industries l'utilisent pour fabriquer des pièces car elle présente des avantages particuliers. La première étape de l'ensemble du processus consiste à faire un modèle de cire de moulage d'investissement qui est une réplique exacte avec la pièce.
1. Aerospace
Dans des endroits de haute précision tels que la fabrication d'avions et de fusées, il est utilisé pour produire des pièces clés, telles que les lames de turbine, les pièces du moteur et les pièces structurelles. Étant donné que les exigences de précision sont extrêmement élevées et que divers alliages spéciaux doivent être utilisés pour répondre aux exigences de sécurité et de performance ultra-élevées, ce processus est particulièrement approprié.
2. Industrie automobile
L'industrie automobile aime également l'utiliser.Les pièces faites avec elle, telles que les pièces de la boîte de vitesses, le bloc moteur et les pièces du système de suspension, sont non seulement solides et durables, mais peuvent également être rendues plus légères. Ceci est très utile pour améliorer l'efficacité énergétique et l'expérience utilisateur du véhicule.
3. Applications médicales
Dans le domaine médical,La coulée d'investissement est très bonne pour fabriquer des pièces petites et complexescomme les instruments chirurgicaux, les implants humains ou l'équipement de diagnostic de précision. La clé est que les produits qu'il fabrique sont de haute précision et que les matériaux sont biocompatibles avec le corps humain, ce qui est très important pour un usage médical.
4. Équipement industriel
De nombreux équipements industriels avec lesquels nous entrons en contact dans la vie quotidienne ont également des pièces en cours. Par exemple, les pièces de diverses pompes, vannes et dispositifs mécaniques sont évaluées pour cette méthode de moulage qui peut garantir des dimensions précises et peut sélectionner diverses propriétés de matériau appropriées pour répondre aux besoins spécifiques.

Pourquoi choisir le casting d'investissement?
1. Fabrication de pièces de haute précision
C'est là que la coulée d'investissement est particulièrement puissante, et la surface des pièces est très fluide, et fondamentalement, aucun grand effort n'est nécessaire pour les polir. C'est un gros avantage pour de nombreuses pièces qui nécessitent un ajustement parfait ou une belle apparence.
2. Création de structures complexes
Il est préférable de gérer des conceptions particulièrement complexes et de forme délicate. Certaines pièces ont une structure interne en forme de labyrinthe, ou il existe de nombreux motifs et trous fins à la surface, qui peuvent ne pas être fabriqués à l'aide de méthodes de coulée ordinaires. Mais le casting d'investissement peut résoudre ces problèmes.Il peut reproduire les formes complexes sur les dessins de conception exactement.
3. Bon à utiliser des matériaux à haute résistance et résistants à la corrosion
Par exemple, certains aciers en alliage haute performance, aciers inoxydables, alliages à haute température et même quelques alliages de titane. Ces matériaux sont généralement difficiles à traiter en coupe, soit parce qu'ils sont trop durs et que les outils s'usent rapidement, soit parce que le coût de traitement est trop élevé. La coulée d'investissement les met directement en forme avec du métal liquide, contournant ces problèmes de traitement.
Pourquoi l'investissement est-il toujours pertinent aujourd'hui?
1. Utilisez de nouvelles technologies
La cire d'impression 3D pour la coulée d'investissement est devenue le courant dominant pour fabriquer des moules complexes (moules de cire). Cela a complètement changé la méthode de fabrication manuelle traditionnelle, avec une vitesse rapide, une haute précision et un coût moindre, ce qui rend la production plus flexible et efficace.
2. Irremplaçable dans les champs haut de gamme
Dans les industries qui nécessitent une extrême précision, super durabilité et fiabilité (telles que les lames du moteur d'avion, les implants médicaux et les pièces clés de l'énergie), la coulée d'investissement est toujours le premier choix. Il peut parfaitement reproduire les conceptions complexes etFournir une excellente finition de surface.
3. Maîtriser les matériaux difficiles à processus
Ce processus est particulièrement bon dansTraitement des alliages à haute résistance et des matériaux spéciaux résistants à la chaleur / résistants à la corrosion(comme les alliages de titane et les alliages à haute température) et peuvent produire des pièces avec une excellente qualité intrinsèque pour répondre aux exigences de performance strictes.
Comment JS planifie-t-il votre projet de casting d'investissement?
1. Clain de la demande correspondant
Lorsque vous nous dites les exigences de votre projet, nous communiquerons avec vous en profondeur pour saisir avec précision la forme requise, les dimensions clés, les propriétés des matériaux, l'utilisation de l'environnement et l'échelle de production attendue des pièces.
2. Conception et développement de moisissures
Envoyez vos besoins,Notre équipe d'ingénierieconcevra le plan de coulée et créera un modèle de produit précis. Ensuite, utilisez une technologie de fabrication de moisissures professionnelles pour fabriquer des moules prototypes, qui est la base de la production de masse ultérieure de moules de cire de haute qualité.
3. Vérification et optimisation du prototype
Nous produirons d'abord un petit lot de pièces moulées prototypes et vous les enverrons pour des tests rigoureux et une vérification dimensionnelle. Vos commentaires sont cruciaux pour nous aider à confirmer que la conception est correcte ou nous guider pour apporter les améliorations et les ajustements nécessaires jusqu'à ce que nous répondons pleinement à vos attentes.
4. Production de masse stable et livraison
Une fois le plan confirmé, JS entre dans la phase de production formelle. Nous surveillons strictement chaque étape, de la fabrication de motifs de cire et de la préparation des coquilles à la coulée de précision, au nettoyage et au post-traitement. Nous nous concentrons sur le contrôle de la qualité et la collaboration efficace tout au long du processus pour vous assurer que vous pouvez fournir des pièces moulées de précision stables et fiables à temps.
Choisir JS signifie choisir un partenaire de casting d'investissement professionnel et fiable. Avec une expérience dans plus de 3 000 matériaux en alliage, des processus de production parfaits et des systèmes de qualité stricts, nous nous engageons à transformer avec précision vos conceptions en produits finaux de haute qualité.
Résumé
La coulée d'investissement, également connue sous le nom de méthode de la cire perdue, est une ancienne méthode qui est devenue très avancée après avoir été transformée par la technologie moderne.Son plus grand avantage est qu'il n'est pas limité par la forme, permettant aux concepteurs de transformer des conceptions particulièrement complexes et sophistiquées en pièces métalliques hautes performances. Bien qu'il soit coûteux et long à faire, si vous avez vraiment besoin de pièces métalliques extrêmement complexes, en particulier précises et hautes performances, la coulée d'investissement est souvent le meilleur choix.
Êtes-vous entré en contact avec des castings d'investissement au travail? Ou avez-vous plus de questions sur ce processus? Bienvenue à laisser un commentaire dans la zone de commentaires pour partager vos idées ou poser des questions!

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSAucune représentation ou garantie d'aucune sorte, expresse ou implicite, n'est faite quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Longsheng. C'est la responsabilité de l'acheteurDemandez un devis pour les piècespour déterminer les exigences spécifiques pour ces pièces.Veuillez nous contacter pour apprendre plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web:jsrpm.com
FAQ
1. Comment faire un modèle de cire?
Dans la coulée d'investissement, le modèle de cire doit d'abord être fait d'un moule métallique, puis la cire fondée est injectée dans le moule sous haute pression. Après refroidissement, la pièce de cire est retirée et assemblée avec le coureur après la coupe pour former un arbre de modèle de cire. La surface du modèle de cire doit être enduit d'un matériau résistant à haute température pour former une coquille.
2. Quel est le principe de travail de la casting d'investissement?
La coulée d'investissement utilise des matériaux fusibles (comme la cire) pour fabriquer un modèle de précision, et la surface est recouverte de plusieurs couches de matériaux réfractaires pour former une coquille. Le modèle de cire est fondu par la cuisson à haute température pour obtenir une cavité, puis le métal fondu y est versé. Après refroidissement, la coquille est cassée pour obtenir une coulée de haute précision.
3. Quels métaux peuvent être jetés?
La coulée d'investissement convient à une variété de matériaux métalliques, notamment en acier inoxydable, en acier en alliage, en acier au carbone, en alliage en aluminium, en alliage de titane, en alliage à haute température (tels que à base de nickel / à base de cobalt) et des alliages de cuivre, de l'or, de l'argent et d'autres métaux précieux. Ce processus est particulièrement adapté à la coulée des pièces métalliques avec des points de fusion élevés, un traitement difficile et une formation de précision.
4. Quelles sont les limites de la coulée d'investissement?
Le processus est complexe et le cycle est long et le coût par pièce est élevé (en particulier pour les petits lots). La taille de la coulée est limitée (généralement ≤ 30 kg), et il est difficile de produire des pièces moulées épaisses et grandes. La coquille en céramique est sujette à la fissuration, et le nettoyage de surface et le contrôle de la tolérance sont difficiles.
Ressource

