

صب الحقن هي واحدة من العمليات الأساسية لصناعة التصنيع الحديثة. يستخدم على نطاق واسع في السيارات والسلع الطبية والإلكترونية والمستهلك . في جوهرها ، يتم إذابة موادها البلاستيكية أو السيليكون عن طريق التسخين ، يتم حقنها في تجويف قالب تحت ضغط عالي ، وتبريدها وتوطيدها لتشكيل أجزاء صب دقيقة.
استنادًا إلى المزايا التقنية لتصنيع JS Precision ، تلخص هذه الورقة عوامل النجاح الرئيسية في صب الحقن من وجهات نظر التصميم والهندسة.
ما هي الاعتبارات الهندسية في مرحلة تصميم صب الحقن؟
تصميم سمك 1.wall
يجب أن يكون سماكة الجدارموحدة (موصى بها من 1 إلى 4 مم) لتجنب علامات الانكماش أو التزييف الناجم عن ضغط حقن الصبغ غير المتكافئ. على سبيل المثال ، قامت شركة JS بتحسين تدرج سماكة الجدار عن طريق تحليل تدفق القالب و js تحسين التصميم المنحدر لمكونات السيارة لإلغاء كفاءة الكفاءة بنسبة 40 ٪.
3. قم بتحديد مسار تدفق الذوبان
وفقًا لخصائص تعزيز الحقن ، اختر الباب الجانبي أو الباب المحدد أو نظام تدفق الحرارة. JS ، على سبيل المثال ، يمكن أن تقلل من النفايات الباردة بنسبة تصل إلى 30 ٪ بواسطة باستخدام القنوات الحرارية لتوفير مكونات متطورة وتجنب التأثير .
المواد البلورية (مثل PA66) لها معدل انكماش يصل إلى 2 ٪ وتتطلب تصحيح الحجم من خلال عامل تعويض القالب (عادة 0.5-1.5 ٪). يتنبأ برنامج تحليل تدفق نموذج JS بخطأ الانكماش ≤0.2 ٪. 5.mold العادم تم تصميم أخاديد العادم (العمق 0.02-0.04 مم) على سطح الفراق أو في دبوس أعلى لمنع انحراف الغاز بسبب ضغط الانصهار أثناء حقن الصب. يتم تحسين كفاءة عادم JS بنسبة 25 ٪ بواسطة تقنية العادم بمساعدة الفراغ . 6. تعزيز التعزيز والدعم سمك التعزيز الموصى به هو 0.6 ضعف سمك الجدار والتباعد ≥2 أضعاف سماكة الجدار ، وبالتالي إرضاء متطلبات تحمل الحمل وتجنب خطر الانكماش. 7. تصميم سطح التصنيف خطوط النوع يجب class = "editor_t__added__ltunj"> sight و الاتجاه من قالب الحقن. على سبيل المثال ، js 8.embedded المكونات والتعزيزات المحلية يجب أن يتم تسخينات المعادن (على سبيل المثال 120-150 ℃) من أجل إيقاف تكسير الإجهاد المرتبط باختلاف درجة الحرارة تحت صب الحقن. يمكن أن يضع نظام تحديد المواقع المدمج في JS الخاص بـ JS الإزاحة في موضع ± 0.1 مم. 1. وضع الوظيفة: نوع المواد استنادًا إلى احتياجات الأداء 2. تعديل المعالجة: توافق خصائص المواد مع ظروف صب الحقن تصنيف السيولة: التحكم في الانكماش: البلاستيك البلوري مثل PA و PBT سوف يتقلص معدل بنسبة 2 ٪ -3 ٪ ويتطلب تصميم تعويض العفن للتعويض عن التشوه ، ودقة صب البلاستيك تعتمد بشكل كبير على أي أمر بالغ الأهمية. 3. توازن التكلفة: فعالية تكلفة المواد ومتطلبات الإنتاج الضخم ABS: متوازنة وشاملة ، يستخدم على نطاق واسع في أغلفة الأجهزة المنزلية (15 ٪ من الاستخدام البلاستيكي العالمي) ، مناسبة للمعالجة المخصصة الصغيرة والمتوسطة الحجم. pp: الكثافة المنخفضة (0.9g/cm) ، تكلفة وحدة أقل من البلاستيك الهندسي ، شائع الاستخدام في التصميمات الداخلية للسيارة (مثل لوحات الأبواب). 4. ظروف مفهوم: اختراق مادي في ظروف العمل المتطرفة مواد 5. خجولة والاقتصاد الدائري المواد الحيوية: دورة التجديد: rpet: يجب تجفيفه إلى أقل من 0.02 ٪ من محتوى الرطوبة. معدل التبلور بطيء ويجب تمديد عمر الصلاحية من أجل زيادة ناتج صب البلاستيك. يؤثر تصميم العادم على القالب بشكل مباشر على إخراج وأداء المنتج. يمكن لنظام العادم المعقول تحسين تدفق الذوبان ، ويقلل من العيوب ويحسن كفاءة الإنتاج. فيما يلي استراتيجيات التأثير والتحسين المحددة: 1.Reduction من الغازات المحاصرة وعيوب الاحتراق 2. قم بتأمين خط الانصهار للمظهر 3. تحذير جديد 4. تحسين نعومة السطح يمكن أن يسبب العادم الضعيف احتكاكًا بين الذوبان والهواء ، وبالتالي خلق نماذج أو أنماط ذرية ، مما يؤثر ≤0.02μm . 5.Optimize كفاءة الإنتاج فيما يلي نقاط ومتطلبات تصميم محددة ، وكذلك ظروف التطبيق الفعلية و أنواع القوالب البلاستيكية احتياجات : 1. BASIC RANGE وتعديل المواد 2.process المعلمة وعلاقة الهيكل
1.Slider Demoulding Technology نستخدم دبوس دليل منحدر لإزاحة شريط التمرير لتحقيق demoulding الجانبي. ويستخدم آلية الارتباط الميكانيكي للسماح بالمنتجات التي تحتوي على حالات تقويضات بسهولة من القالب. يجب الاحتفاظ بزاوية دبوس الدليل المنحدر بين 5-15 درجة من قبل المهندسين. يمكن لمجموعة من الزوايا أن تضمن أن عملية demoulding بأكملها موثوقة وسلسة. في التطبيق العملي ، واجهنا مشاكل demoulding لصب السيليكون. من أجل حل هذه المشكلة ، قمنا برش طبقة رقيقة من طلاء PTFE على سطح شريط التمرير. يمكن أن تقلل المواد بنجاح من التصاق السيليكون. مع أخذ مثال على الحالة التي قمنا بتطويرها لعميل طبي ، من خلال تصميم نظام من شريحة متعددة تعمل معًا متزامنة مع بعضها البعض ، تم تقليل قوة demoulding في نهاية المطاف بمقدار ما يقرب من ثلث.
نستخدم قضيب القاذف المنحدر في تركيبة مع نظام دبوس القاذف لإكمال demoulding. تطلق الآلية بنية Undercut من القالب من خلال عمل إمالة. يجب على المصممين تحديد زاوية القاذف المنحدر وفقًا لخصائص المواد. على سبيل المثال ، عند التعامل مع المنتجات المرنة مثل السيليكون ، يوصى بأن يستخدم المرء زاوية القاذف المنحدر لأكثر من 7 ° ، والتي لها تأثير عدم تمديد المنتج أثناء demoulding. في إنتاج صب الحقن الفعلي ، لقد قمنا بتطوير محلول قاذف مائل مجزأ لمواد TPU مع مرونة عالية . التحسن يقلل من المسافة المتحركة عندما demoulding إلى 2 مم فقط. على سبيل المثال ، مع قالب زر سيليكون السيارات الذي قمنا بتطويره ، بعد تطبيق نظام القاذف المنحدر هذا ، يمكن أن تكون الهياكل الصغيرة والدقيقة مثالية. 3. تقنية Demoulding بمساعدة هيدروليك آلية الحركة الخارجية للقالب مدفوعة بالنظام الهيدروليكي. إنه على وجه الخصوص مناسب لمعالجة منتجات بنية التجويف الكبيرة أو منتجات التجويف العميقة . يتم استخدام الأسطوانة الهيدروليكية كمصدر للطاقة ولديها القدرة على توفير قوة مستقرة. في التصميم ، يتم تصميم اثنين من الأسطوانات الهيدروليكية عادة للعمل معًا بحيث يمكن مزامنة قوى demoulding على جانبي القالب تمامًا. لقد قمنا بتنفيذ هذا النظام على ملحق سيارة واحد محدد. إن العمل المنسق للأسطوانتين يجعل عملية demoulding بأكملها أكثر استقرارًا وموثوقية ، وبالتالي في جوهرها القضاء على مشكلة تشوه المنتج.
نأخذ آلية دبوس الانحناء للقضاء على مشكلة demounding من الهياكل الضحلة. عند فتح القالب ، سينحني دبوس الانحناء كرافعة لسحب مكون Undercut من المنتج. من أجل منع المواد المطاطية الناعمة التي تلتصق بالدبوس الانحناء ، سنرش طلاء Teflon المضاد على سطح الدبوس . في ممارسة الإنتاج ، قمنا بتصميم قالب حشية سيليكون كهربائي مع دبوس الانحناء لنظام إعادة ضبط الزنبرك. في العديد من جولات التجارب التجريبية ، قررنا أن ضبط زاوية دبوس الانحناء من شأنه أن يقلل بشكل كبير من مقاومة demoulding. أخيرًا ، مع هذه الخطة الترقية ، هناك كفاءة أكبر بنسبة 20 ٪ في الإنتاج. 5. in-Mold Hot Dut Technology نطبق شفرة حرارة تقطع اتصال المنتج إلى العداء مباشرة في القالب. يتطلب النظام التحكم الدقيق في درجة حرارة النصل ، وعادة ما يتم تعيينه بين 200 و 300 ℃. في درجة حرارة منخفضة ، لن يتم قطعها ، بينما في درجة حرارة عالية ، ستحرق المواد بسهولة. على سبيل المثال ، عندما صنعنا قالب حزام ساعة السيليكون ، استخدمنا تقنية القطع الساخنة هذه مع روبوت لامتصاص القطع. بالمقارنة مع التقنيات التقليدية ، لا يحتاج هذا النظام إلى خطوة التشذيب التالية و يحفظ المصنع 15 ٪ مباشرة من تكلفة الإنتاج . 1. Ratio من سمك الجدار لتعزيز سمك 2.layout الاتجاه واللوجستيات 3. تصميم تبديد الحرارة وتبديد الحرارة 4. زاوية demolding 5. تركيز الإجهاد الطويلة 1. الضمان الدقيق المرتفع ± 0.005 مم التحمل ، التحكم الدقيق في قطر سلك الشعر ، ضمان أن صب الحقن يفي بالكامل متطلبات التجميع ، وتقليل تكاليف الصيانة اللاحقة. 2. قدرة التسليم الرابية قائد الصناعة من 1-2 أسابيع تسليم سريع ، لمساعدتك في الحصول على بداية في السوق ، وخاصة لأوامر الطوارئ. 3. Complete Material Solutions تغطي أكثر من 50 من المواد البلاستيكية المتخصصة (مثل PA66 ، POM ، الكمبيوتر ، إلخ) ، تتوفر خيارات قابلة للتخصيص من المواد التقليدية إلى ارتفاع درجة الحرارة/مواد مقاومة التآكل لتلبية متطلبات المناطق المختلفة. 4.cost تحسين التكنولوجيا السوداء العملية الأصلية تقلل من تكاليف الإنتاج بنسبة 20 ٪ ويمكن أن تساعدك على تحقيق جودة أعلى على نفس الميزانية من خلال الجدولة الذكية واستخدام المواد المحسّنة. 5. professional مرافقة في جميع أنحاء بالكامل class = "editor_t__not_edited__wurp8"> العملية توفير المهندسين ذوي الخبرة لمدة 20 عامًا خدمة ناضجة كاملة من تحسين التصميم إلى تصحيح الأخطاء التجريبية. معدل إنجاز الأجزاء الهيكلية عالية التعقيد يتجاوز 95 ٪ ، ويقصر بشكل كبير دورة البحث والتطوير. لا يعد صب الحقن تطبيقًا لممارسة العلوم المادية ، بل هو أيضًا مزيج من هندسة ورقمنة الآلات الدقيقة. يستغرق تصنيع JS Precision ± 0.005 ملم من التحمل مع النقطة المركزية ، ويجمع بعمق بين مفهوم التشكيل وتكنولوجيا التصنيع الذكية ، ويبني قاعدة بيانات عبر الصناعة من المواد ومصفوفة العملية الآلية. في غضون 20 عامًا من التراكم التكنولوجي ، دعمنا أكثر من 300 شركة لتجاوز حواجز التصميم وتخطي طريقها من المفهوم إلى التصنيع الحجم. المحتوى في هذه الصفحة هو للرجوع إليه بشكل عام فقط. سلسلة JS لا تقدم أي ضمانات صريحة أو ضمنية فيما يتعلق بدقة أو توقيت أو قابلية تطبيق المعلومات المقدمة. يجب ألا يفترض المستخدمون أن مواصفات المنتج أو المعلمات الفنية أو مؤشرات الأداء أو التزامات الجودة لموردي الطرف الثالث تتفق تمامًا مع المحتوى المعروض على هذا النظام الأساسي. يجب أن تعتمد ميزة التصميم المحددة ومعايير المواد ومتطلبات العملية للمنتج على اتفاقية الطلب الفعلية. يوصى بأن يطلب المشتري بشكل استباقي اقتباسًا رسميًا والتحقق من تفاصيل المنتج قبل المعاملة. لمزيد من التأكيد ، يرجى الاتصال بفريق خدمة العملاء للحصول على الدعم المهني. JS هو مزود رائد في مجال خدمات التصنيع المخصصة ، المخصصة لتزويد العملاء بحلول التصنيع العالية والفعالية عالية الكفاءة. من خلال أكثر من 20 عامًا من الخبرة في الصناعة ، نجحنا في توفير المهنيين Machining CNC ، تصنيع الصفائح ، HREF = "https://jsrpm.com/3d-printing"> طباعة ثلاثية الأبعاد ، صب المعادن ، لدينا مصنع حديث معتمد من ISO 9001: 2015 ، مزود بأكثر من 100 مراكز متقدمة من خمسة محور لضمان أن كل منتج يفي بأعلى معايير الجودة. تغطي شبكة الخدمات الخاصة بنا أكثر من 150 دولة حول العالم ، مما يوفر استجابة سريعة على مدار 24 ساعة لكل من إنتاج التجارب الصغيرة والإنتاج على نطاق واسع ، مما يضمن تقدمًا فعالًا في مشروعك. اختيار href = "https://jsrpm.com/"> jsrpm.com 1. تعمل عملية التماثيل في أي طريقة؟ يذوب صب الحقن البلاستيك في شكل منصهر ، ويقوم بإدخاله في قالب دقة عالية الضغط ، ويتجمد ويصلب. يتم فتح القالب لإزالة الجزء النهائي. يتم تطبيقه على نطاق واسع في السيارات والإلكترونيات والطبية وغيرها من الحقول. 2. كيف لوضع أفضل وضع بوابة؟ يجب أن يجد أفضل وضع بوابة حل وسط بين توازن تدفق الذوبان والانكماش وجودة المظهر وكفاءة العادم. عادة ما يتم اختياره في الحد الأقصى لسمك الجدار أو بعيد عن سطح التجميع الرئيسي ، ويكمله تحليل تدفق القالب وتحسينه. 3. ما هي عواقب زاوية إزالة الضعف؟ سوف تؤدي زاوية demolding غير الكافية إلى التزوير بالمنتج ، والأضرار السطحية ، وانحراف الأبعاد ، وزيادة تكلفة الإصلاح. يمكن لـ JS إزالة هذه العيوب تمامًا من خلال تحسين تصميم القالب الدقيق. 4. ما هي علامات عدم كفاية ضغط الحقن؟ سيؤدي ضغط الحقن غير الكافي إلى ملء غير مكتمل للمنتج ، والسطح الخشن ، وخطوط اللحام المرئية للغاية ، مما يقلل من جودة الأجزاء المصبوبة بالحقن. كيفية اختيار المواد المرنة الحرارية في هندسة صب الحقن؟
 تأثير تصميم العادم على جودة الحقن؟
تأثير تصميم العادم على جودة الحقن؟
ما هي معايير التصميم لعمق الأخدود العادم العفن؟
نوع المواد
نطاق عمق أخدود العادم
يبرز التصميم
plastics Universal (ABS/pp)
0.02-0.04mm
تجنب الفطائر الذوبان والتكيف مع ضغط صب الحقن التقليدي.
البلاستيك العالي اللزوجة (PC/POM)
0.04-0.06mm
تعويض لمقاومة تدفق مواد اللزوجة العالية.
البلاستيك الشفاف (PMMA)
0.01-0.03mm
منع آثار العادم من التأثير على الأداء البصري.
ظروف العملية
تعديل عمق أخدود العادم
استراتيجية التكيف البلاستيكية
صب حقن الضغط العالي (> 100mPa)
تعميق إلى 0.05-0.08 مم
تعاون مع نظام تدفق الحرارة لتقليل خطر الغاز المحاصر.
وقت عقد طويل (> 10 ثوان)
تقليل إلى 0.02-0.03 مم
تجنب التدفق الخلفي للغاز ، مما تسبب في علامات الانكماش.
مواد مقاومة للألياف (مثل PA+GF)
0.01-0.02mm
منع الألياف الزجاجية من انسداد ممر العادم.
معيار عمق الأخدود العادم
طرق الاختبار
js case
الوقاية من الاحتراق (عيوب السطح)
≥0.03mm
تحليل التدفق+اختبار خشونة السطح.
انخفض معدل حرق قالب القذيفة للهاتف المحمول من 5 ٪ إلى 0.5 ٪ عن طريق تعميق أخدود العادم (0.04 مم).
تحسين نعومة السطح
≤0.02mm
أداة القياس+التفتيش البصري.
يستخدم قالب العدسة البصرية أخدود العادم المحفور بالليزر (0.015 مم) مع RA ≤0.02 ميكرون.
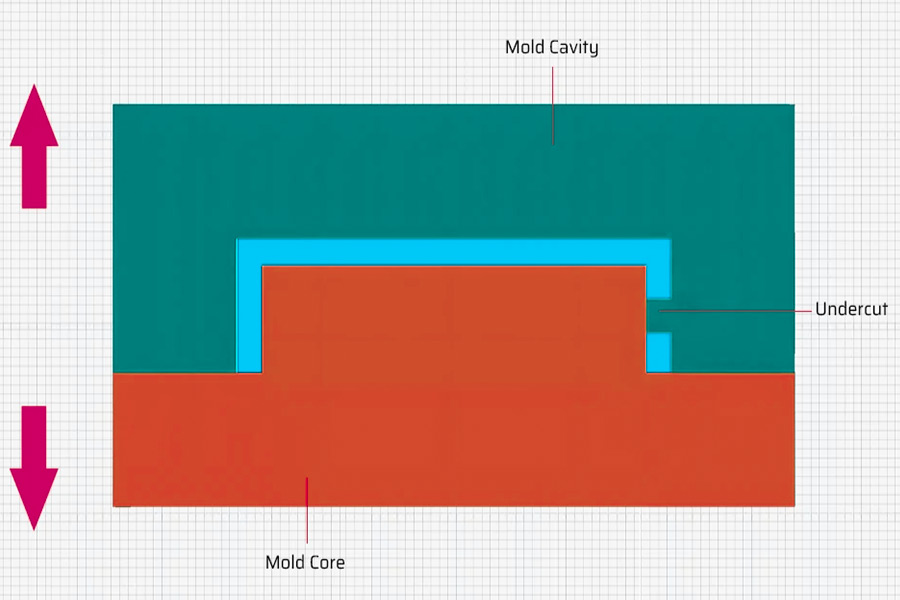
كيفية ترسيخ بنية الإبزيم المقلوبة عند تصميم الأجزاء المصبوبة بالحقن؟
 ما هي متطلبات تعزيز تخطيط الأضلاع عند تصميم الأجزاء المصبوبة بالحقن؟
ما هي متطلبات تعزيز تخطيط الأضلاع عند تصميم الأجزاء المصبوبة بالحقن؟
لماذا تختار JS لمعالجة الأجزاء المصبوب بالحقن؟
ملخص

إخلاء المسئولية
JS Team
الأسئلة الشائعة
الموارد