

ختم المعادن هو نوع من تقنيات التصنيع التي يمكن أن تعالج الأوراق المعدنية في مكونات دقيقة بكفاءة من خلال الموت والضغط. يكمن النواة في استخدام الطوابع المعدنية لتطبيق الضغط على المعدن الختم ، مما يؤدي إلى ختم s التي تلبي متطلبات التصميم. تتمتع هذه العملية بمزايا الدقة العالية والكفاءة العالية والتكلفة المنخفضة ، وأصبحت واحدة من التقنيات الأساسية للتصنيع الصناعي الحديث. بغض النظر عن متطلبات التسامح المعقدة على مستوى الميكرومتر أو متطلبات مستوى الميكرومتر ، يمكن إنتاج ختم المعادن بشكل ثابت عن طريق خط الإنتاج التلقائي لتلبية الطلب على العديد من الطلبات. قوالب شركة JS عالية الدقة والمعدات الذكية ، تعمل على تحسين موثوقية عملية الختم ، وتساعد العملاء على تقصير دورات تطوير المنتج ، ويحقق كفاءة في التكلفة.
ما هو ختم المعادن؟
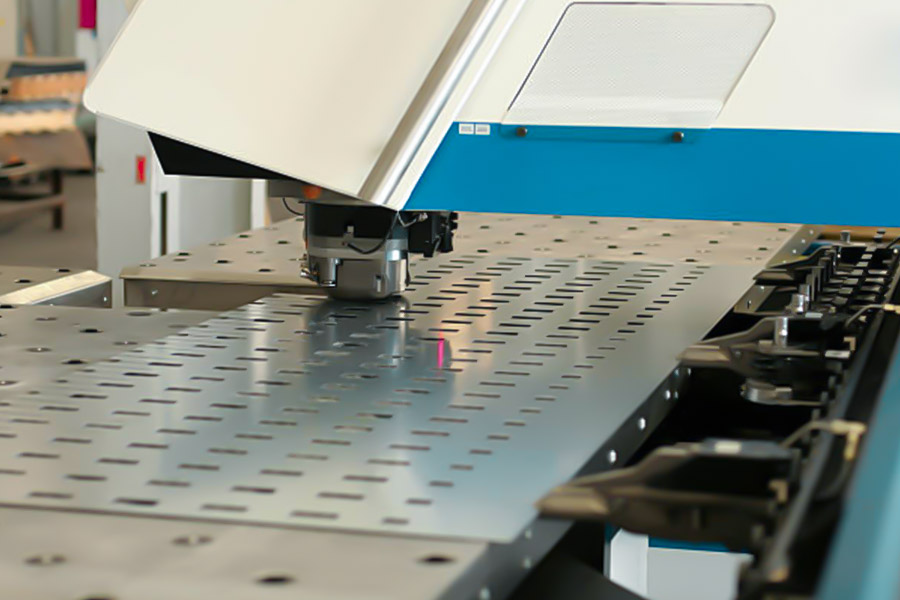
ختم المعادن هو عملية تصنيع فعالة للصفائح المعدنية في ختمات معدنية من خلال تآزر الطوابع المعدنية وآلات الصحافة. المبدأ الأساسي هو استخدام بنية الدقة للموت لممارسة الضغط العالي على اللوحة المعدنية ، وإكمال الختم ، والانحناء ، والتمدد ، وما إلى ذلك ، و تشكل أخيرًا شكل جزء معدني معقد . تستخدم هذه التكنولوجيا على نطاق واسع في أجزاء السيارات ، وأغلفة المنتجات الإلكترونية ، ومكونات الأجهزة المنزلية وما إلى ذلك. يمكن إنتاج ختم المعادن بشكل ثابت من خلال خطوط الإنتاج الآلية لتلبية الاحتياجات المختلفة للصناعات المختلفة.
 كيفية ختم المعدن؟
كيفية ختم المعدن؟
SPAN CLASS =" SENTENCE "TRANSLATEID = 2E3EDA3CF46B17E2DC4FEE5289FEE data-pos = "0" data-len = "137" Data-V-7B79C893 = ""> ختم المعدن هو عملية تصنيع يتم فيها معالجة الصفائح المعدنية في شكل محدد من خلال مجموعة من القوالب والمغذيات.
span style = "font-size: data-translateid = "e685aae850a5f76aeb89b14de55f56ef" data-pos = "0" data-len = "3" data-V-7B7C893 = "">
SENTENCE-V-V-7B79C893 = "" data-translateid = "a98b27d73cd5ddd89b0d2bccbd7651aa" data-pos = "3" data-len = "26" data-V-7B79C893 = ""> span data-V-79C89 = "" ".
يستخدم المعدن المختوم على نطاق واسع في أجزاء السيارات والمكونات الإلكترونية. الإنتاج الضخم .
كيفية اختيار قوالب ختم المعادن؟
SPAN-V-7B79C89 = ""
1. أداء مواد العفن span class =" sentence "data-translateid =" f7b52b04d5e86b6ca172b4. data-pos = "0" data-len = "87" Data-V-7B79C893 = ""> تؤثر مادة المعادن المعدنية بشكل مباشر على عمر الخدمة ودقة الآلات للتهديد.
2. Data-Len = "29" Data-V-7B79C893 = ""> متطلبات عملية الختم
عملية الختم على المعادن (مثل الطوائف ، الانتعاش) تحديد البنية.
3. مجموعة الإنتاج وأرصدة التكلفة
SPAN CLASS =" SENENCE "Data-translateid =" EAB200C30C301E3571a50E " Data-Len = "186" Data-V-7B79C893 = ""> تتوفر قوالب طويلة التكلفة عالية التكلفة (مثل قوالب كربيد الأسمنت) للإنتاج الضخم ، في حين أن قوالب الصلب الأدوات ذات القيمة الأفضل مقابل الإنتاج الصغير.
4. Data-Len = "35" Data-V-7B79C893 = ""> دقة العفن والتحكم في التسامح
المكونات الدقيقة (مثل المكونات الإلكترونية) تتطلب اختيار الوحدات النمطية ≤ 0.01mm ، في حين أن التحمل للمكونات الهيكلية المرضية قد تكون مريحة 5. الدعم الفني للموردين
JS Company لديها قدرات هندسية عكسية ، مثل
span style = "font-size: 17px ؛ data-translateid = "ABAEF02407A66453E5A2A81B363ED6D4" Data-Pos = "0" Data-Len = "7" Data-V-7B79C893 = ""> SPAN DATA-V-7B79C893 = "" "
الانحناء span data-V-79C893 = ""
SPAN DATA-V-7B79C893 = ""
التشطيب span style = "font-family: 'arial Black' ، 'Avant Garde' ؛ data-translateid = "A77173D6DD82652416F6963B4EE4728D" Data-Pos = "0" Data-Len = "3" Data-V-7B79C893 = "" " SPAN style = "font-family:" arial Black '،' Avant Garde '؛ data-translateid = "a4a141a6af670cefc43260bebefd87c3e2" data-pos = "0" data-len = "3" data-V-7B79C893 = "" "
SPAN DATA-V-7B79C893 = ""
1.Mould wear rate 2.Adjustment of stamping process parameters 3.Quality of finished products and tolerance control 4.Material Applicability Limitations Comparison of stamping process of Different Hardness materials The die has a service life of less than 100000 times and is very expensive. Dimensional accuracy ±0.02mm requires 3D inspection. 1.Improving accuracy and reducing waste High-precision equipment and technology: Automated production and intelligent detection: Automatic stamping equipment is combined with real-time quality control system to reduce manual intervention errors and improve yield rates. 2.Material management and selection strategy Adaptability of a variety of materials: Use JS's metal material database of metal materials (such as stainless steel, aluminum alloy, copper alloy, etc.) to select the most cost-effective materials based on product performance and avoid overdesign. Residual material recycling and nesting technology: Maximize board utilization (15%-20% increase in JS's material utilization rate) through intelligent typesetting algorithms, reduce corner material waste, and support the recycling of materials such as aluminum and steel. 3.Process efficiency and rapid response Standardized and modular design: Provides a standardized metal punch library (connectors, casings, etc.) to shorten design lead times, and supports customers to customize quickly to existing templates to reduce development costs. Agile production mode: Commit to 1-2 weeks of standard delivery time (including complex orders) and reduce additional costs for emergency orders through lean production management and priority scheduling. 4.Collaborative design and process collaboration Early intervention in client design: The JS team provides pre-design review services to optimize the structural strength, tolerance fit, and assembly feasibility of metal punch to avoid additional costs associated with later modifications. Mold sharing and lifecycle management: Provide long term maintenance and optimization services for high frequency order molds, extend the lifespan of molds (the average life of JS molds is 30% longer than industry standard), and dilute unit cost of individual products. 5.Sustainable production reduces costs and improves efficiency Green manufacturing certification: Energy energy consumption has been reduced (JS energy consumption has been reduced by 15%) through the implementation of the ISO 14001 environmental management system and the introduction of energy-efficient stamping equipment and renewable lubricants. Reduce process and logistics costs: Provide Design stamping surface processing one-stop service (JS integration capability covers the entire chain), eliminating intermediate costs. Cutting-edge equipment and precision machining technology 1.Ultra precision stamping equipment 2.Mold design and manufacture Intelligent process control systems 1.Real-time quality monitoring 2.Adjustment of material properties Match the best material grade (e.g. Al6061) and thickness (0.1-5mm) to the application of metal punch (e.g. automotive sheet metal and electronic components) to avoid rebound or cracking due to insufficient material ductility. Full-process quality management system 1.ISO 9001 and IATF 16949 certification 2.Reverse engineering and rapid feedback For accuracy of customer feedback, the failure analysis is carried out using coordinate measuring machine, and the improvement scheme is provided within 48 hours to shorten the debugging cycle. Metal stamping is the core technology of modern industry, which can effectively transform metal sheets into high-precision metallic stamps. Process flow includes design optimization, material adaptation, mold manufacturing, stamping production and reprocessing, each step requiring strict tolerance and deformation control. The hardness of the material directly influences the wear and tear of the die, the selection of process adjustment parameters and the quality of the finished product. With ultra-precision its ultra precision stamping equipment mold technology full process quality management system JS Company ensures that metal stamping tolerance is controlled to ±0.005mm and material utilization is increased to over 92%. At the same time, it reduces energy consumption and waste through sustainable manufacturing practices. Providing efficient, reliable and cost-effective solutions for manufacturing highlights the irreplaceable role of metal stamping in precision manufacturing. محتوى هذه الصفحة هو لأغراض إعلامية فقط. سلسلة JS لا توجد تمثيلات أو ضمان من أي نوع ، صريح أو ضمنيًا ، تم إجراؤه من أجل التزام أو اكتمال أو سودة المعلومات. لا ينبغي استنتاج أن معلمات الأداء ، التحمل الهندسي ، ميزات التصميم المحددة ، جودة المواد ونوعها أو صنعة التي سيوفرها المورد أو الشركة المصنعة من الطرف الثالث من خلال شبكة Jusheng. هذه هي مسؤولية المشتري اطلب عرض أسعار عن أجزاء لتحديد المتطلبات المحددة لهذه الأجزاء.
JS هي شركة رائدة في الصناعة التركيز على حلول التصنيع المخصصة. مع أكثر من 20 عامًا من الخبرة في خدمة أكثر من 5000 عميل ، فإننا نركز على الدقة العالية Machining CNC ، تم تجهيز مصنعنا بأكثر من 100 مراكز تصنيع من نوع 5 محاور ، وهو معتمد من ISO 9001: 2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة في جميع أنحاء العالم. سواء كان إنتاجًا منخفضًا أو تخصيصًا جماعيًا ، يمكننا تلبية احتياجاتك بأسرع تسليم في غضون 24 ساعة. اختر jsrpm.com 1.What tools are needed for metal stamping? Includes high-precision die, press, tool, lubricant, clamping devices, quality inspection equipment, etc. Mould ensures accuracy of shape, press provides punch pressure, tool completes cutting, lubricant reduces friction, fixture fixed plate, test equipment ensures consistency of dimensions. 2.What materials are suitable for stamping? Common materials include stainless steel, aluminum, copper, steel plates, etc. Thickness (0.1-5mm) and strength shall be selected according to the purpose of the product, taking into account ductility, corrosion resistance and cost requirements. 3.Do stamped parts need additional processing? Stamped parts usually require burr removal, polishing, or surface treatment to improve appearance, rust resistance, or functional compatibility. Treatment depends on the product's purpose, for example, electronic components require high-precision polishing and automotive parts often require anticorrosive coatings. 4.What are the consequences of stamping metal too fast? High speed stamping may cause material tearing or mold impact damage due to inertia. Normally, stainless steel stamping speed is controlled at 50-80 times perminute, while aluminum can be ramped up to 120 times perminute, depending on the malleability of the material. JS نماذج أولية سريعة وخبير في التصنيع السريع متخصص في تصنيع CNC ، الطباعة ثلاثية الأبعاد ، صب يوريتان ، الأدوات السريعة ، صب الحقن ، صب المعادن ، الصفائح المعدنية والبثق. علامة: قالب سبيكة صلبة
قالب الصلب الأداة
قالب مادة البوليمر
مواد قابلة للتطبيق
المعادن عالية الصلابة مثل الفولاذ المقاوم للصدأ وسبائك التيتانيوم.
المعادن ذات القوة المنخفضة إلى المتوسطة مثل الألومنيوم والنحاس.
ورقة الألمنيوم الرقيقة ، الألواح المركبة البلاستيكية.
دورة الحياة (عدد دورات الختم)
1،000،000+مرة.
500،000-800،000 مرة.
في غضون 100000 مرة.
التكلفة
عالية (تكاليف مواد عالية ومعالجة).
medium
low
دقة المعالجة
± 0.005 مم (للمكونات الدقيقة).
± 0.01mm
± 0.1mm
سيناريوهات قابلة للتطبيق
مكونات محرك السيارات ، الموصلات الدقيقة.
قذائف الأجهزة المنزلية ، المشتت الحراري.
الحلي الصغيرة ، عينات مؤقتة.
 كيفية ترتيب تسلسل عملية ختم المعادن؟
كيفية ترتيب تسلسل عملية ختم المعادن؟
ما هي آثار صلابة المواد على ختم المعادن؟
Material hardness (HRC)
Typical materials
Stamping process challenge
Key points of quality control
<HRC 20
Low carbon steel, pure aluminum.
Large rebound and poor dimensional stability.
Increase leveling process or overbending compensation design.
Tolerance ± 0.1mm, no scratches on surface.
HRC 20-35
Stainless steel (1Cr18Ni9Ti).
Mould wear quickly, surface easy to scratch.
Use PVD-coated moulds with lubricating oil to assist stamping.
Ra≤0.8μm, No burrs.
HRC 35-50
Spring steel, tool steel.
Stamping crack risk is high and the ductility reduced.
Multi step progressive stamping+intermediate annealing treatment.
Elongation rate ≥15%, no fractures.
>HRC 50
Titanium alloy, hard alloy.
Diamond coating mold, composite stamping process.

How to reduce the cost of metal stamping?
How does JS company ensure the accuracy of metal stamping?
Summary

إخلاء المسئولية
JS Team
FAQs
Resources

المدونات ذات الصلة
الدقة مقابل المتانة: 5 مقايضات حرجة في هندسة ختم المعادن
أساسيات ختم المعادن: الإنتاج الضخم للسيارات والإلكترونيات والمستهلكات.
عمليات ختم المعادن: أي نوع هو الأفضل لتصميم المنتج الخاص بك؟
مواد ختم المعادن فك تشفيرها: يبدأ عمر 50 ٪ من العمر مع دليل السبائك هذا
ختم المعادن للمبتدئين: 5 خطوات العملية وخيارات المواد والمخاطر لتجنبها
ما هو ختم المعادن؟
![]()
Criticism
Featured Blogs
